


























При литье протезов, от правильного изготовления литниковой системы зависит успех процесса в целом.
Если совершить на данном этапе ошибки, отливка может получить дефекты:
- образуются пузырьки воздуха в труднодоступных местах;
- не все участки заполняются.
Такой протез нельзя использовать по назначению, нужно начинать сборку литника и выплавку сначала.

Предлагаем ниже основные положения процесса.
Базовые требования
Литник нужен для того, чтобы подвести к литейной форме
расплавленный металл. В идеале, создаются равные условия по всей протяженности
конструкции, то есть стенки и литьевые каналы должны быть одинаковой толщины.
Это позволит равномерно заполнить весь объем. В действительности, у протезов
обычно имеются участки меньшей толщины, различные переходы.
Метод одинаково хорош при работе со всеми стоматологическими сплавами, использующимися для литья:
- кобальт-хромовых;
- на основе титана;
- благородных сплавов.
Избежать несоответствий можно 2 основными путями:
- более тонкие элементы качественно отливаются, если к ним подводить наиболее горячий сплав;
- утолщенные участки требуется доработать, оснастив дополнительными депо для жидкого сплава. Это необходимо для равномерного наполнения всего объема без пустот.
Депо подводятся для устранения пористости, рыхлости и усадочных раковин.

Помимо длины и сечения канала, важно учитывать его
расположение и направление. Последний аспект должен прорабатываться, чтобы
исключить резкие изменения интенсивности движения расплавленного потока. При
центробежном методе это так же позволит уплотнить металл равномерно на всех
участках.
Металл должен перемещаться от мест с большими стенками к
тонкостенным. Часто встречаются детали, представляющие собой композицию:
толстостенный элемент – тонкостенный – толстостенный. В этом случае более
объемные компоненты необходимо оснастить индивидуальными каналами.
Основные формы литниковых систем:
- крест (подойдет для съемных шинирующих конструкций, каркасов сложной конфигурации);
- крыльчатка;
- одноканальная.
Крыльчатая структура создается посредством фиксации на основном
стержне круглых каналов. Используется сечение 3-4 мм, расположение по дуге
исключает резкую смену направления движения сплава.
Один канал подойдет для центробежной и вакуумной технологии,
литник в этом случае достигает 6 мм. Устанавливается он в направлении вращения
модели в процессе заполнения металлом.
Построение литникообразующей системы
Литник представляет собой стержень, восковую композицию или
комбинацию нескольких материалов. После заливки в форму они создают каналы и
пустоты для заполнения расплавленным металлом.

После моделирования литник фиксируется на нерабочей
поверхности модели.
Точное положение зависит от типа протеза:
- для коронок каналы крепятся на нёбной поверхности;
- для зубов – в десневой участок;
- для вкладок - в окклюзионную плоскость;
- для кламмеров – в отросток.
Дугообразный литник делать правильнее, такая форма позволит
избежать внутренних напряжений. Нагрузки будут нивелироваться за счет
выпрямления дуги в процессе остывания. Важно избегать чрезмерно протяженной
дуги и небольшого радиуса, так как они могут мешать свободному протеканию
сплава.
Точка соединения с отливкой оснащается шлакоуловителем – это
расширение, увеличенное на половину диаметра канала.
Усадка за пределами детали минимизируется за счет специальных «муфт». Это элементы небольшого объема, в которых металл твердеет медленнее всего. Такой резервный запас позволяет восполнить потерю материала при усадке.

При создании системы на огнеупорной модели задействуются наиболее массивные детали конструкции. Такой метод работает, например, у базисов протезов, где актуально использовать переход между дугой основы и седловидным участком. Если имеется массивная деталь, которую металл сможет заполнить только через соседние составляющие, то к нему подводится отдельный литник (диаметр 3 мм).
Подойдет для этой задачи шприц с канюлями, сечение которых может варьироваться от 0,8 до 4,5 мм. Простой способ – это стоматологическая нитка, погруженная в воск.
Диаметры литников меняются в зависимости от принципа плавки/заливки сырья. Для литниковых чаш достаточно 1,5-миллиметровых трубок, для центробежных установок нужны толстые каналы, так как через них обеспечивается напитка полостей металлом.
Для верхней челюсти применяют плоские каналы, устанавливают их на дуге.
В зависимости от методики литья меняется размер литников:
- 4,5Х2 мм подойдет для вакуумной технологии;
- 6,5Х2 мм – для центробежных устройств.
В сборе над каркасом устанавливается резервуар с литниками, его размещают в сантиметре от базы протеза.

Для конструкций на нижнюю челюсть допускается лить сплав двумя методами:
- сверху;
- насквозь, через модель.
Главное сформировать два канала, каждый из которых имеет
диаметр 3,5 мм. Крепить их нужно к дуге реставрационной конструкции, но в месте
соединения после выплавки могут образоваться дефекты. Избежать их позволяют
дополнительные резервуары.
После формирования литника его нужно обезжирить. Различные производители выпускают для этой цели специальные составы, например, Lubrofilm (производства Dentaurum).
Обработка позволяет сформировать водонепроницаемую пленку на поверхности композиции, снимаются напряжения во внешних слоях восковой массы. Для нанесения составов используется кисть, удобнее пользоваться аэрозолем. После покрытия в один слой заготовка высушивается.

Если не будет напряжений, то не будет разрывов структуры,
которые создают пузырьки воздуха. При литье воздушные кармашки становятся
дефектом – пустотами.
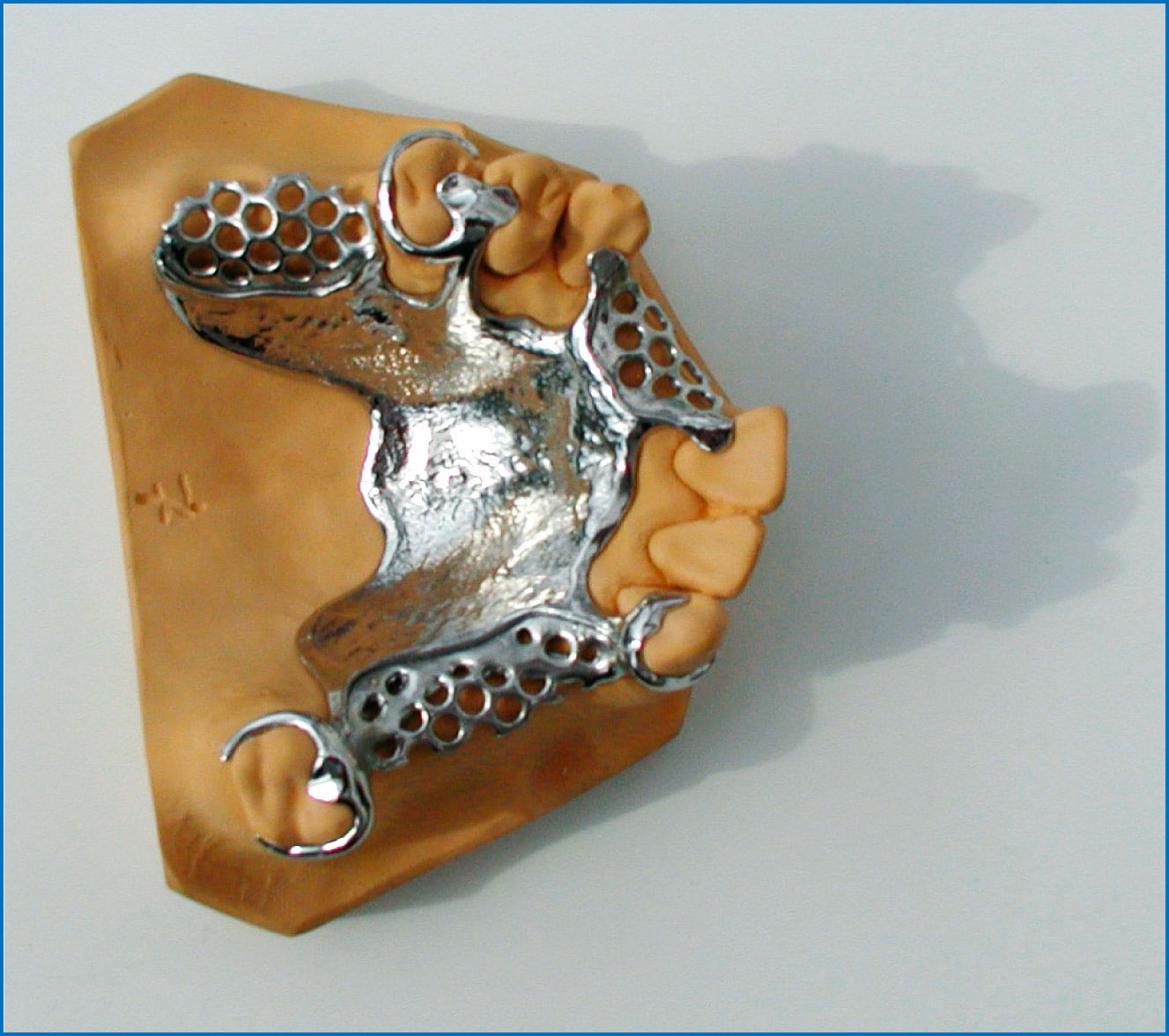
Бюгельный протез
Если создается большая деталь, как каркас бюгельного протеза, используются различные методы:
- на каждый элемент объемного каркаса устанавливается по литнику;
- на всей детали располагается 6-8 каналов;
- используется только один литник.
Последний метод обоснован тем, что при литье несколькими потоками, на стыке этих потоков может образовываться дефект. Называют его «холодный стык», суть в том, что потоки к моменту встречи уже успевают остыть и не происходит интенсивной диффузии металла. Этот недостаток выглядит, как шов на каркасе.
Несъемный протез
Для несъемных систем, в том числе под абатменты, создается резервуар, от которого
литники подводят сплав к распределительному участку. Под углом эта трубка
присоединяется к восковому каркасу при помощи других литников. Распределительный
канал удлинен с каждой стороны, чтобы выходить за пределы восковой основы
протеза на 2 мм.
Такое положение позволяет поддержать необходимую температуру. Протез находится на значительном расстоянии от разогретого центра опоки, на периферии температура ниже и продолжает падать. При такой компоновке удается избежать образования усадочных раковин.
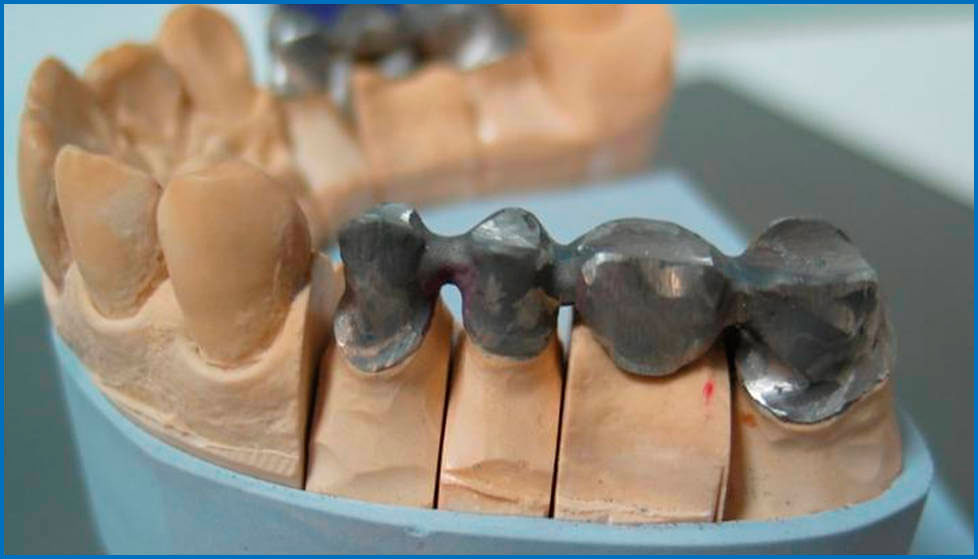
Мост
Промежуточная часть мостовидного протеза имеет большой
объем, потому на нее уходит основная часть металла. Распределительный элемент
должен иметь ту же вместимость, что промежуточный элемент моста. Диаметр трубки
- 5 мм.
Канал является резервуаром в этом случае и создает необходимое депо для заполнения и коронок, и остальных частей конструкции. Метод исключает значительную усадку изделия.

Дугообразные мосты на весь ряд могут деформироваться при
остывании. Чтобы этого не произошло, распределительная трубка разграничивается
в области моляров и эстетической зоны.
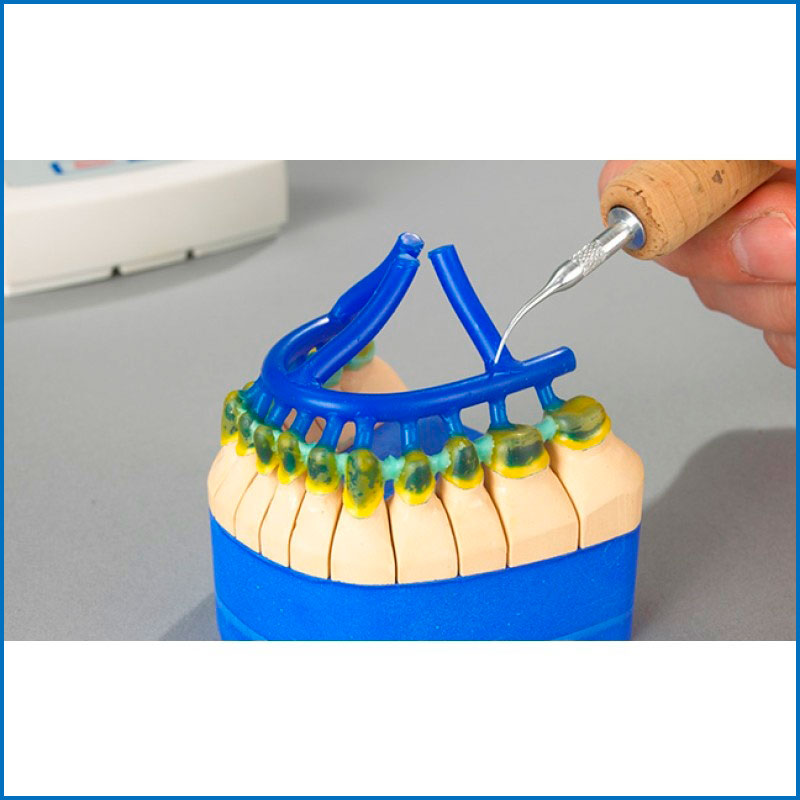
Коронки
Усадка может привести в негодность и коронки, в том числе одиночные малого объема. Чтобы исключить негативные процессы, распределительные каналы не должны сужаться, оптимальным диаметром считается 4 мм.

Для связки с коронкой используется восковая проволока, для
коронок подойдет диаметр 2,5 мм при длине 1-2 мм. Проволока сечением 4 мм
подойдет для связки резервуара и распределительных участков.
Предложения брендов
Производители расходных материалов и стоматологического оборудования выпускают типовые изделия для упрощения процесса создания литниковой системы.
У Bego есть несколько сечений проволоки, подходящей для штифтования каркасов:
- 2,5;
- 3;
- 3,5;
- 4;
- 5.
У Dentaurum в ассортименте имеются балочные системы для
литья.




