


























Неотъемлемой частью работы техника является взаимодействие с
химическими реагентами и различными потенциально опасными веществами.
Именно с их помощью проводятся многие операции:
- дезинфекция поверхностей;
- полировка;
- удаление оксидных пленок и посторонних загрязнений;
- подготовка к дальнейшим этапам работы.
Сегодня рассмотрим метод полировки реставрационных конструкций за счет электролита.

Меры предосторожности
Химические реактивы могут комплексно воздействовать на
человека.
При отсутствии качественной вентиляции вредны испарения. Они могут оказывать не только моментальный эффект, но и накапливаться, вызывая недуги в будущем. Чтобы защититься от этой проблемы, необходимо оборудовать и постоянно включать вентиляцию там, где проводится работа с потенциально опасными компонентами.

Вытяжка обычно оформляется в качестве зонта, расположенного
над рабочим местом. В вершине конуса размещается труба, через которую и
происходит отвод воздуха, посредством встроенного вентилятора.
Органы дыхания можно дополнительно защитить повязками, либо
использовать специальные герметичные маски. Дело в том, что ткань не всегда
дает хорошую защиту от летучих веществ. Маска – это гарантия безопасности, но
она довольно дорогая, а использовать ее нужно только при работе с особенно
вредными соединениями.
При попадании на кожу рук и тела активные соединения могут
вызывать раздражение, особенно высок риск при появлении аллергических реакций. Избежать
риска поможет комплект перчаток, а так же правильная одежда. Техника
безопасности содержит все необходимые требования. Например, рукава должны быть
натянуты до перчаток, волосы убраны и т.д.
Если не используется маска, то нужно защитить глаза. Для этого подойдет, либо указанная выше маска, либо специальные очки.

Хранение реактивов должно происходить в плотно закрытой таре
и укромном месте, оборудованном в соответствии с классом хранимых веществ.
Часто используются шкафы с поддержанием определенной температуры или встроенной
вытяжкой.
Простейшей мерой безопасности является правильное освещение.
Это позволит сократить риск невнимательности и банальных ошибок из-за плохой
освещенности.
Особенности обработки при помощи электролита
Обработка металлических протезов, деталей, как формирователи десны – многоэтапный процесс. На каждом последующем этапе добиваются большей гладкости поверхности, придают ей определенные свойства.

При помощи обработки получают:
- растет химическая стойкость;
- снижается электролитический потенциал;
- улучшается гигиеническая составляющая конструкции и компонентов.
Начальный этап
Начинается работа с механической грубой шлифовки. В этом случае необходимо придать поверхности ровную структуру, удалить все перепады. Сошлифовываются дефекты, приобретенные на этапе литья, фрезерования. Это могут быть поры, наплывы, грат, остатки литника.

Доказано, что даже неглубокие бороздки на металле создают участки напряжения, в которых начинается ускоренное разрушение!
Если толщина детали менее 0,4 мм, то ее обрабатывают
абразивным/фрезерным инструментом, как фасонные головки, фрезы из металла.
Работа проводится до тех пор, пока чистота не будет оптимальной.
Если вести инструмент быстро с небольшим давлением, то
толщина удаляемого за один проход слоя меньше. Однако, это позволяет получить
более гладкую деталь.
Шлифовка проводится в три этапа:
- грубая;
- средняя;
- тонкая.
Когда нужно снять крупные дефекты, например наплывы от литника, используют грубое крупное зерно абразива. Оно оставляет глубокие канавки, которые выравниваются среднеабразивными насадками. Окончательная гладкость приобретается в ходе шлифовки наконечниками с мелкой фракцией.

Используются техником головки со связкой на основе керамики,
вулканитовой, либо алмазные. Их основное преимущество в способности
самозатачиваться, то есть по мере износа удаляется слой связки, обнажая новые
частицы абразива.
В финале качество протезов оценивается визуально.
Полировка электролитом
Полируется изделие двумя методами:
- механически;
- электрохимически.
При воздействии электролита шероховатость снижается, так как вещество растворяет мельчайшие выступы на поверхности. При этом ионы металла переходят в электролит, фактически, происходит перемещение с анода на катод.
Для запуска реакции необходим специальный электролит, в
который погружается деталь. К изделию предварительно подключаются электроды и
подается ток определенной силы.
На интенсивность протекания процесса влияют параметры:
- сила тока;
- структура и состав металлического сплава;
- состав электролита;
- температура раствора.

В ортопедической стоматологии существует методика для
обработки нержавеющей стали, причем одной марки, а так же для кобальт-хромового
сплава. Технология не применяется для паяных конструкций.
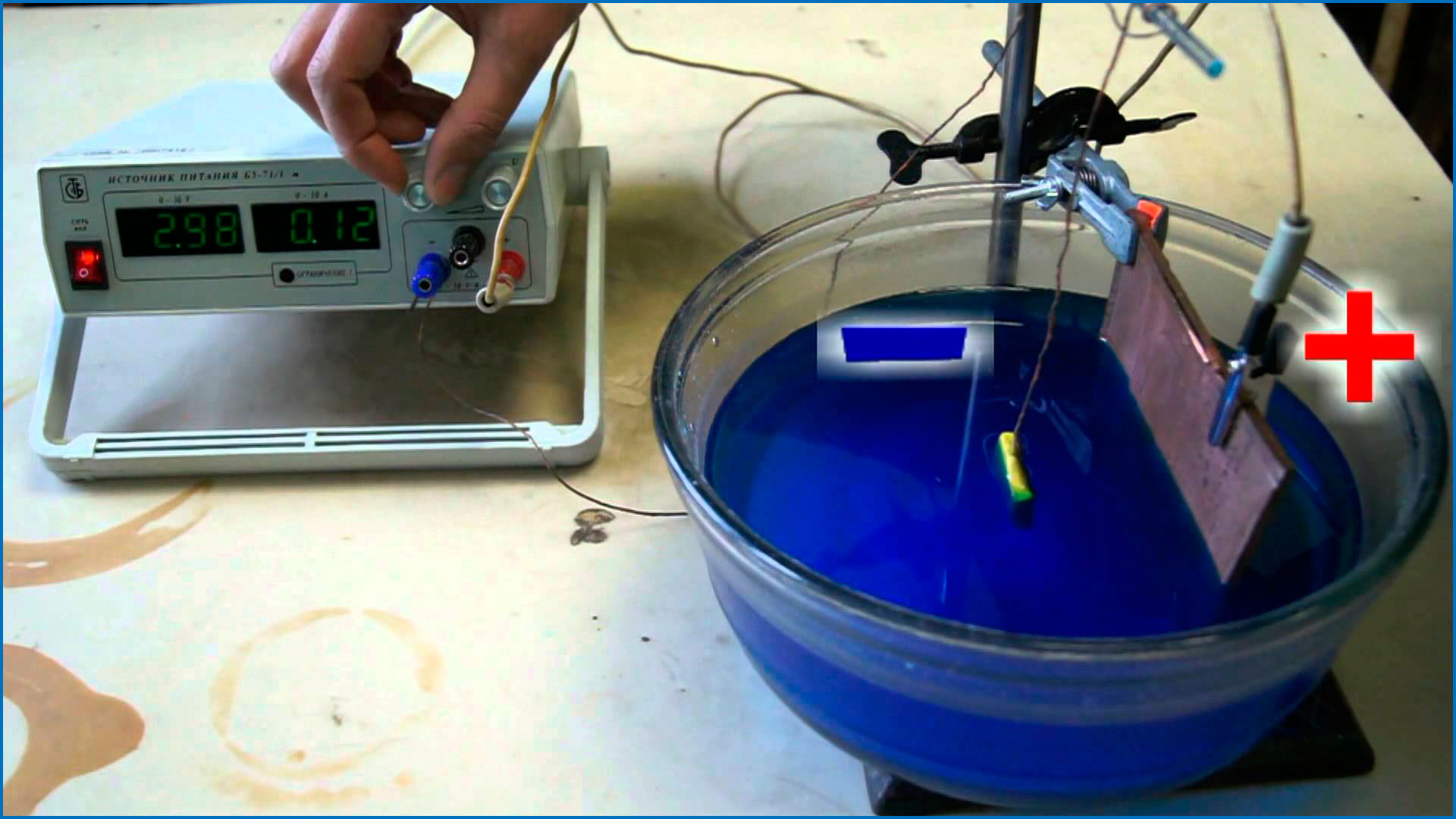
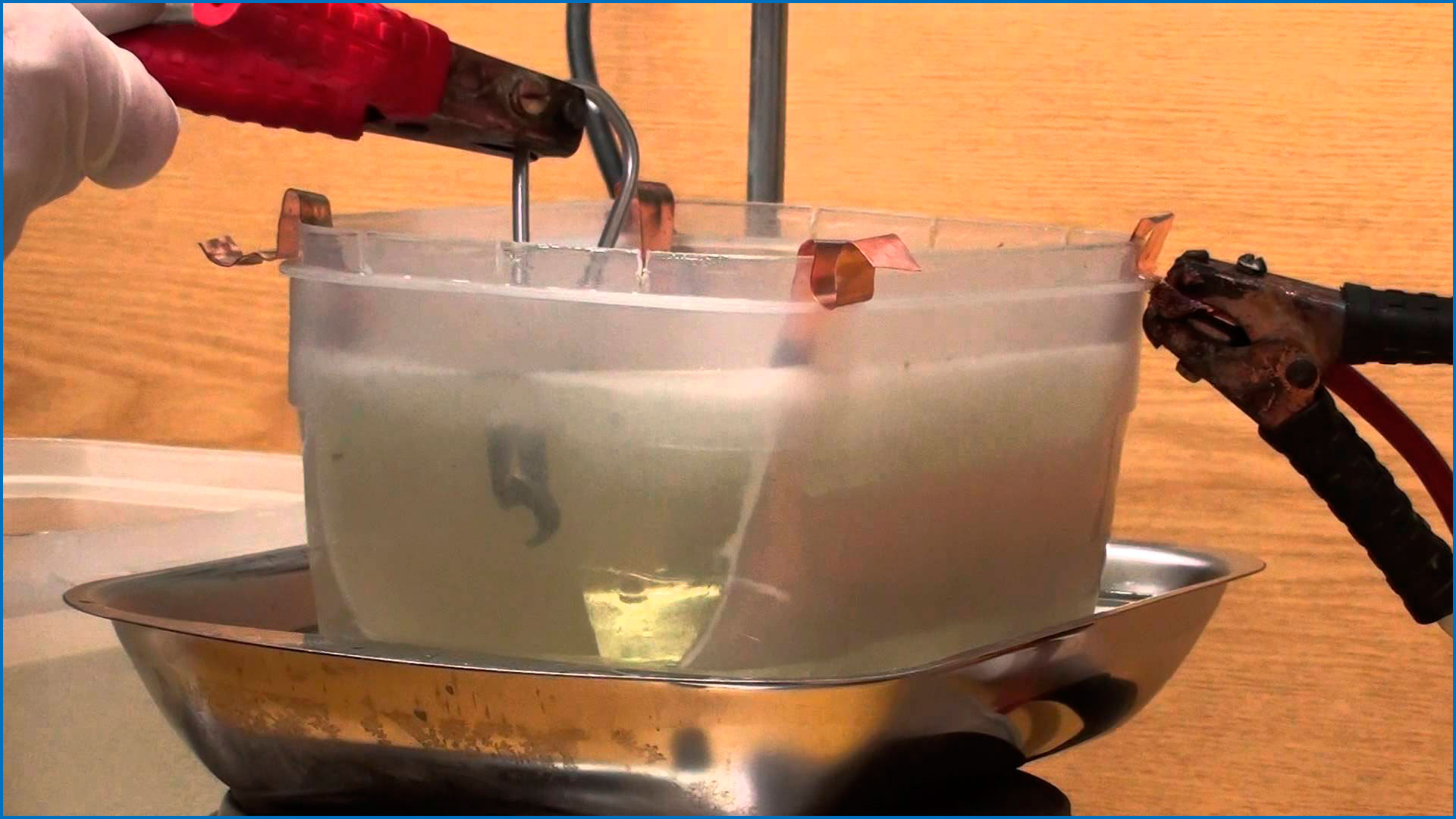
Конструкция ванной для электролита:
- выпрямитель тока. Он играет роль источника тока, подойдут устройства со шкалой до 24 В;
- емкость из пассивного материала, который не реагирует с химическими реактивами (полиэтилен, стекло, фарфор). Форма может быть любой, от прямоугольной до круглой;
- металлический зажим, которые необходимо соединить с плюсовой клеммой выпрямителя проводами и протезной конструкцией;
- катод. В этом виде применяют лист меди, который фиксируется по периметру ванны и подключается к отрицательной клемме при помощи проводов.
Заливка жидкости должна происходить до того уровня, чтобы избежать погружения зажимов на катоде. Иначе они начнут растворяться.

Составы
Для полирования кобальт-хромового каркаса необходимо смешать компоненты:
- 350 грамм серной кислоты;
- 200 грамм ортофосфорной кислоты;
- 10 грамм глицерина;
- 370 грамм дистиллированной воды.
Погружение в электролит происходит после пескоструйки
протеза. Очистка от абразива проводится за счет промывки в проточной воде со
стиральным порошком. Далее спиртом и эфиром металл обезжиривается.
В зажиме фиксируется протез, далее погружается на 2-3 минуты
в состав. На зажимы подается напряжение в пределах 6-8 В. Температура
комнатная. Далее изделие извлекается из электролита и промывается в проточной
воде.
Для полировки нержавеющей стали при меняются другие пропорции:
- 20% серной кислоты;
- 60% ортофосфорной кислоты;
- 20% дистиллированной воды.
На зажимы подается ток, плотностью 160 А/мм. Длительность – 2-3 минуты. Для запуска реакции состав прогревается до 70-80 градусов.
Сравнение с механической полировкой
Механическая полировка идентична по технологии шлифованию.
Разница в использовании насадок с минимальным размером абразивных зерен. Так же
распространены насадки из фетра, материи, волосяные щетки. При работе с таким
оснащением потребуются полировочные пасты, причем, различных марок. Они
различаются чистотой готовой поверхности. Итогом обработки должна стать
зеркальная гладкость.
Сложная форма изделия не всегда позволяет проникнуть в труднодоступные места вращающимся инструментом. Это ее единственный недостаток, которого не имеет ванна с электролитом.

Хорошей альтернативой летучим соединениям является
пескоструйка. Однако, в этом случае нужно тщательно подбирать оборудование.
Нужен герметичный бокс, в который встраивается аппарат. Суть его работы в том,
что он разгоняет песок или абразив
определенной фракции до высокой скорости. При соударении песчинок с
металлической поверхностью она сглаживает все неровности.
Обычно применяется кварцевый песок под давлением 3-5
атмосфер. Технология применяется после грубой и средней шлифовки.
Методика хорошо себя зарекомендовала при очищении
металлических каркасов от огнеупорной массы. Кроме того, при ударах об металл,
формируется наклеп, который уплотняет поверхностный слой, делая его прочнее.
Преимущество в безопасности принципа, но для качественной работы нужен хороший компрессор. Это шумное оборудование, которое необходимо обслуживать и должным образом монтировать. Емкость, в которой проводится работа, должна быть непроницаема, иначе есть риск попадания вредных мелкодисперсных частиц в воздух.

В сравнении с прочими способами, электролит привлекает
возможностью самостоятельной сборки установки по приемлемой стоимости. При этом
можно использовать сертифицированные комплектующие.




