


























CAD/CAM является современной перспективной методикой изготовления протезов. Технология демонстрирует максимально возможное качество на данный момент, но требует задействования дорогостоящего оборудования. Процессы автоматизированы, потому удается минимизировать затраты времени на создание компонентов.

Методика позволила использовать в протезировании более
дорогие материалы, включая титан и диоксид циркония. Последний считается лучшим
вариантом для восстановления эстетических участков, но для получения стойкого и
долговечного изделия необходимо строго соблюдать процесс обработки.
Что такое диски?

Существует два варианта:
- обработка уже синтеризованного диоксида циркония;
- обработка мягких заготовок, в которых вещество не синтеризовано.

В первом случае речь идет о спеченном материале, который
прошел обработку высокой температурой и приобрел плотность/твердость конечного
изделия. Отличительная особенность вещества в этой форме – очень высокая
прочность, потому для его обработки необходимо использовать соответствующие
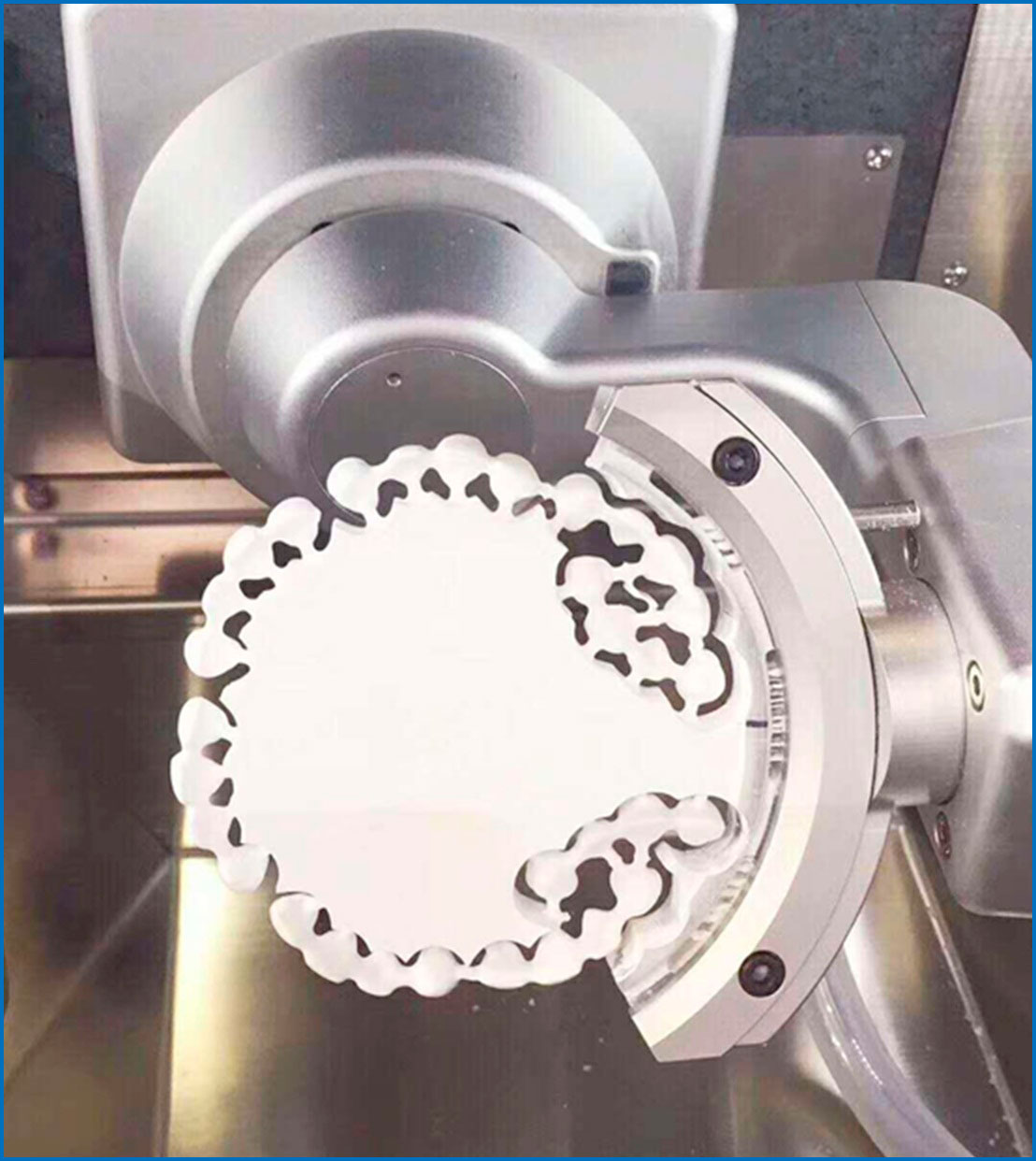
фрезы и мощные автоматизированные станки. В процессе режущие кромки инструмента
быстро стачиваются, компенсировать это можно замедлением скорости подачи фрезы,
но и в этом случае они изнашиваются интенсивно. На обработку одной заготовки
необходимо около двух часов, если речь идет о простейших случаях и формах.
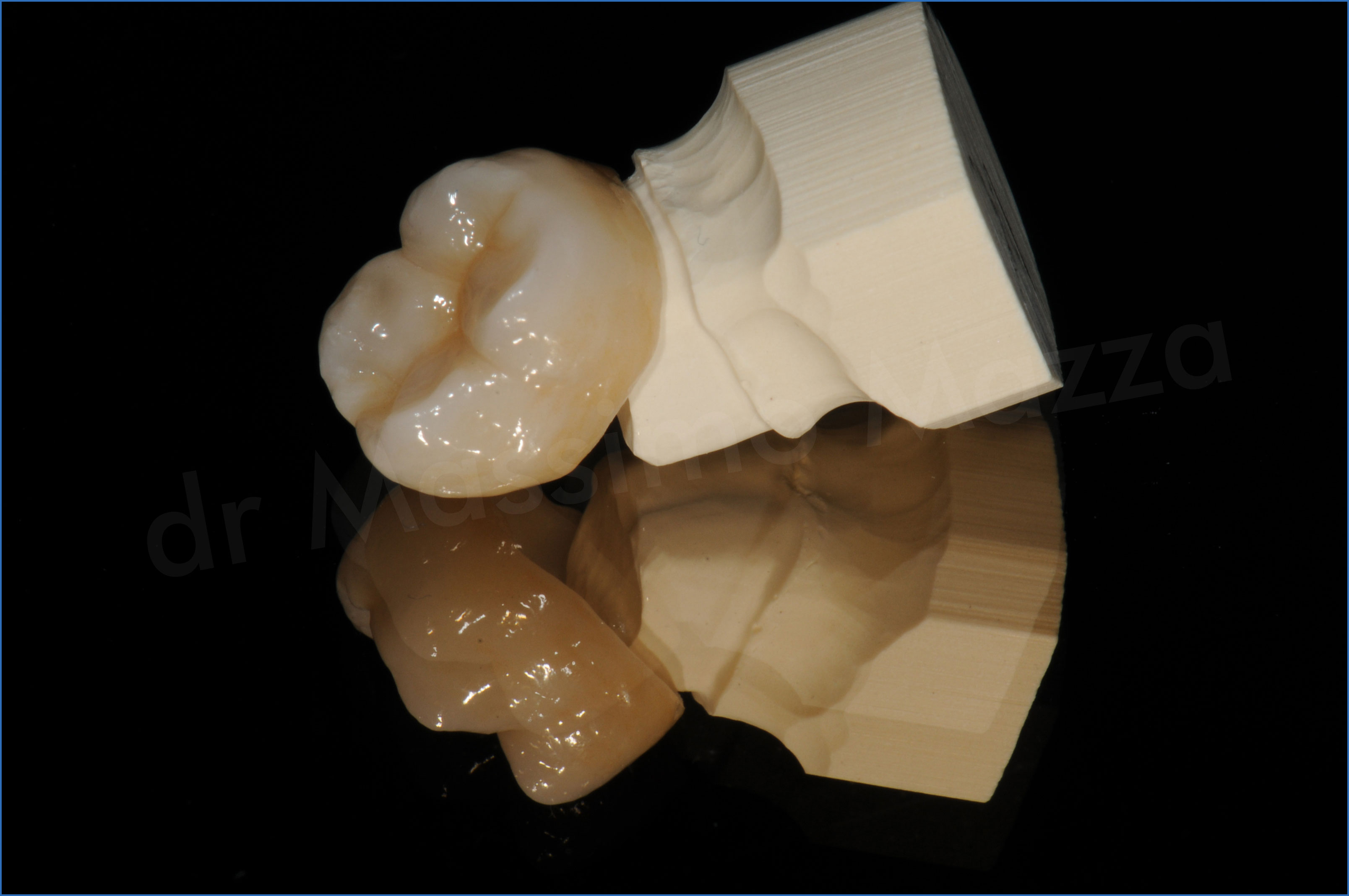
Предагломерированная форма диоксид циркониевой заготовки – это состояние извести, мела. Материал очень мягкий, хрупкий, но обрабатывается легко, простейшим инструментом. Фрезеровать диск или другую заготовку этого вида можно значительно быстрее, начиная от 10 минут, но после этого необходимо спекание.
В процессе высокотемпературной обработки будущего протеза происходит усадка, которая может различаться в зависимости от состава. Производящие компании указывают коэффициент усадки, но указанные значения справедливы только при строгом соблюдении техпроцесса. Диоксид в целом сложный материал, потому синтеризация проводится в специальных муфельных печах, в которых температурные режимы длятся строго установленное время, сменяются в соответствии с нормами. Лучше всего с задачей справляются автоматизированные настраиваемые устройства.

Использование мягких заготовок выгодно и с эстетической точки зрения в отношении конечного результата. Известковоподобный диск после фрезерования окрашивают специальным красителем, который после спекания придает зубу необходимый естественный оттенок.

Методы изготовления
Существует несколько методов создания заготовок:
- одноосевое прессование. Полученные компоненты достаточно сложно анализировать и оценить усадку при дальнейшей обработке, так как возможно появление в одном изделии участков с различной структурой, потому при спекании равномерного преобразования не будет. Из этого вытекает еще одна слабая сторона: возможно появление в структуре мест напряжения, которые будут стремиться разрушить изделие изнутри и сократят срок службы;
- более качественный результат дает холодное изостатическое прессование (cold isostatic pressed). При этом процесс создания происходит с задействованием суспензии, в которой находятся частицы вещества, в этом виде может применяться вода, масло и прочие среды. Жидкость позволяет распределить равномерно давление в процессе прессования, потому конечный материал является гомогенным.
Диски, выпущенные по методу CIP, нумеруются после выпуска, цифровое обозначение является точным процентом усадки, который используется при синтеризации. Суть в том, что на этапе компьютерного моделирования изделия вводятся данные по усадке и модель создается большего размера для компенсации изменений. За счет этого удается добиться точности в пределах 1/10000, что является лучшим результатом в стоматологической практике на данный момент.

Виды заготовок
Помимо принципов промышленного производства, выделяют несколько групп по физическим характеристикам конечного материала.
Выделяют три
группы:
- High Strength Zirconia.
Это высокопрочный материал, рассчитанный на нагрузки в пределах 1500 мПа с
погрешностью в 50 мПа в большую/меньшую сторону;
- High Translucency Zirconia.
Вещество этого класса способно выдержать воздействия в диапазоне 1100 мПа с
аналогичной предыдущему погрешностью;
- Full Contour Zirconia или Super High Translucency
является самым слабым из представленных и способен эффективно сопротивляться
нагрузкам в диапазоне 800-1000 мПа.
Первая группа – это упрочненное вещество, которое подходит для реставраций двух утраченных единиц, распложенных по соседству, либо создания коронок, фиксирующих высоту прикуса (встречные анатомические коронки).
Это материал для повышенных нагрузок, потому актуально его использование и в
следующих случаях:
- фрезерование аттачментов;
- создание первичных колпачков телескопических коронок;
- первичных балочных систем для имплантатов;
- каркасов абатментов;
- адгезивных протезов;
- шинирующих протезов и межклыковых шин.

Цвет заготовки приобретают в процессе погружения готового (фрезерованного)
каркаса в окрашивающую жидкость перед спеканием. За счет пористой структуры
краситель проникает во все поры и окрашивает структуру полностью. Метод
исключает появление белых пятен во внутренних слоях, потому даже при доводке
усилиями техника цвет готового компонента конструкции не страдает.
Стоит отметить, что производители создают либо белые блоки,
либо прокрашенные по методике Vita.
Второй класс - High Translucency Zirconia демонстрирует транслюцентность
в пределах 30%. Несмотря на меньшую прочность, растет эстетика конечных
компонентов, потому подходит материал для реставраций эстетического участка, то
есть фронтальных рядов.
Хоть диски из диоксида циркония этой группы слабее ряда аналогов, его актуально использовать для протезирования при утрате одного зуба. Способствует этому прочность, превосходящая аналогичные показатели пресс-керамики.
Кроме того, заготовки подойдут для решения следующих проблем:
- фрезерование анатомических коронок;
- шинирующих систем различных типов;
- адгезивных мостов;
- каркасов переходников при имплантации;
- первичные колпачки для коронок телескопического типа.

Прокрашивание обработанного на станке изделия происходит по тому же принципу, как у предыдущего класса или других вариантов, как основанные на абатментах пластиковых.
У дисков с повышенной транслюцентностью процент превышает 30-процентную отметку, что делает их идеальным вариантом для эстетических реставраций. Часто применяют сырье для мостовидных структур и анатомических коронок. Прокрашивается материал аналогичным образом до синтеризации, но для этого не проводится его погружение в краситель, а используется кисточка, которой обрабатываются внешние и внутренние поверхности заготовки.
После спекания необходима окончательная коррекция усилиями
зубного техника, осуществляется контурирование, полировка, глазурование не
проводится.
Препарирование под диоксид циркония
Под различные типы заготовок препарирование единиц и
соседних зубов проводится различными методами и с учетом строго определенных
опций. В основном выбор техника и стоматолога зависит от состояния соседних
зубов, рассмотрим типичные случаи из практики зубных техников.
Если между отпрепарированными резцами/клыками антагонистами, то подойдет транслюцентный диоксид. Прокрашивание проводят до спекания, облицовывать керамикой небные участки единиц не нужно. В таком случае сохраняется высокая эстетика, результат практически невозможно отличить от природных зубов. В то же время дефект замещается, а керамика получает защиту от чрезмерных нагрузок, а значит сколов и трещин. Плюсом метода является тот факт, что нет необходимости в удалении большого объема здоровой ткани.
Витальные зубы препарируются по той же методике, в частности, формируется уступ в 0,3 мм, окрашивание предварительное до термической обработки. Применять для этого актуально транслюцентный и нетранслюцентный диоксид, пришеечный участок не облицовывается керамикой. В ряде случаев специалисты используют высокотранслюцентный цирконий, в частности для фрезерования анатомических коронок.
Такие конструктивные элементы позволяют заменить цельнолитые коронки при восстановлении рядов металлокерамикой, при этом создаются встречные коронки для фиксации прикуса.

Упрочненный цирконий и анатомическая форма компонентов рядов
позволяет провести реставрацию при малой высоте коронок опорных единиц,
завышенной промежуточной части. Окклюзионная поверхность моделируется в строгом
соответствии с анатомическими характеристиками, керамический слой покрывает
только вестибулярный участок.
Если использовать предполагается вкладку или адгезивный мост, то техник руководствуется классическими правилами работы для указанных типов систем. Если для вкладок применять высокотранслюцентное сырье, то керамикой их не облицовывают вообще.
Фрезерованные шины позволяют зафиксировать зубные ряды в необходимом положении, что актуально для ряда заболеваний пародонта. Для фиксации системы необходимо подготовить ретенционные пункты на язычном участке сохранившихся единиц, для чего требуется оттиск. После снятия его фрезеруют в лаборатории после сканирования и моделирования будущей структуры.
Если на участке шинирования имеются дефекты рядов, то
выпускается протез-шина на базе высокотранслюцентного диоксида, на его же базе
формируются коронки, замещающие утраченные единицы.
Стоит отметить, что облицовочная керамика в сочетании с диоксидом циркония подбирается в зависимости от коэффициента расширения. Подбирают материал с идентичными характеристиками, чтобы исключить возникновение внутренних напряжений при реакции на температуру. Иначе на участке соединения будет происходить расслоение, облицовка быстро повредится.
Специалисты
утверждают, что прочность соединения диоксида-керамика при качественном
исполнении приравнивается к параметрам металлокерамики. Для достижения таких
свойств требуется полностью соблюдать техпроцесс производства, включая такие
этапы, как восстановительный обжиг каркаса после коррекции.
Диоксид циркония имеет одно важное преимущество перед рядом
альтернатив, в частности точка его плавления очень высока и достигает 2700
градусов, что значительно выше условий обжига керамики. За счет этого исключены
деформации основы при обжиге.




