


























В работе зубной техник использует различные модели, формы и заготовки, которые позволяют создать идеальный протез. Это позволяет исключить эстетические несоответствия, точно позиционировать искусственные зубы относительно естественных, а так же обеспечивает комфортное пользование конструкциями. Рассмотрим варианты таких изделий на основе современных полимеров.
Что такое фотополимеры
Фотополимеры представляют собой смеси из нескольких
составляющих, обычно в качестве наполнителя применяется бариевое стекло и микрочастицы
керамики. Связкой выступают соединения водорода и кремния или силаны. Третьим
компонентом является полимерный матрикс.
Спектр применения материалов широк, они сохраняют пластичную форму до обработки ультрафиолетом. За счет этого удается формовать любые поверхности в автоматическом режиме, после чего происходит его освещение и отверждение. Точное поведение вещества зависит от составляющих и их процентных долей.

Готовое изделие может иметь различные свойства в зависимости от используемого пластика. Например, при изгибе среднее значение прочности соответствует 75-100 Мпа. Однако, у некоторых пластиков оно едва превышает 40, а некоторые могут неограниченно сгибаться, но сохранять исходную форму.

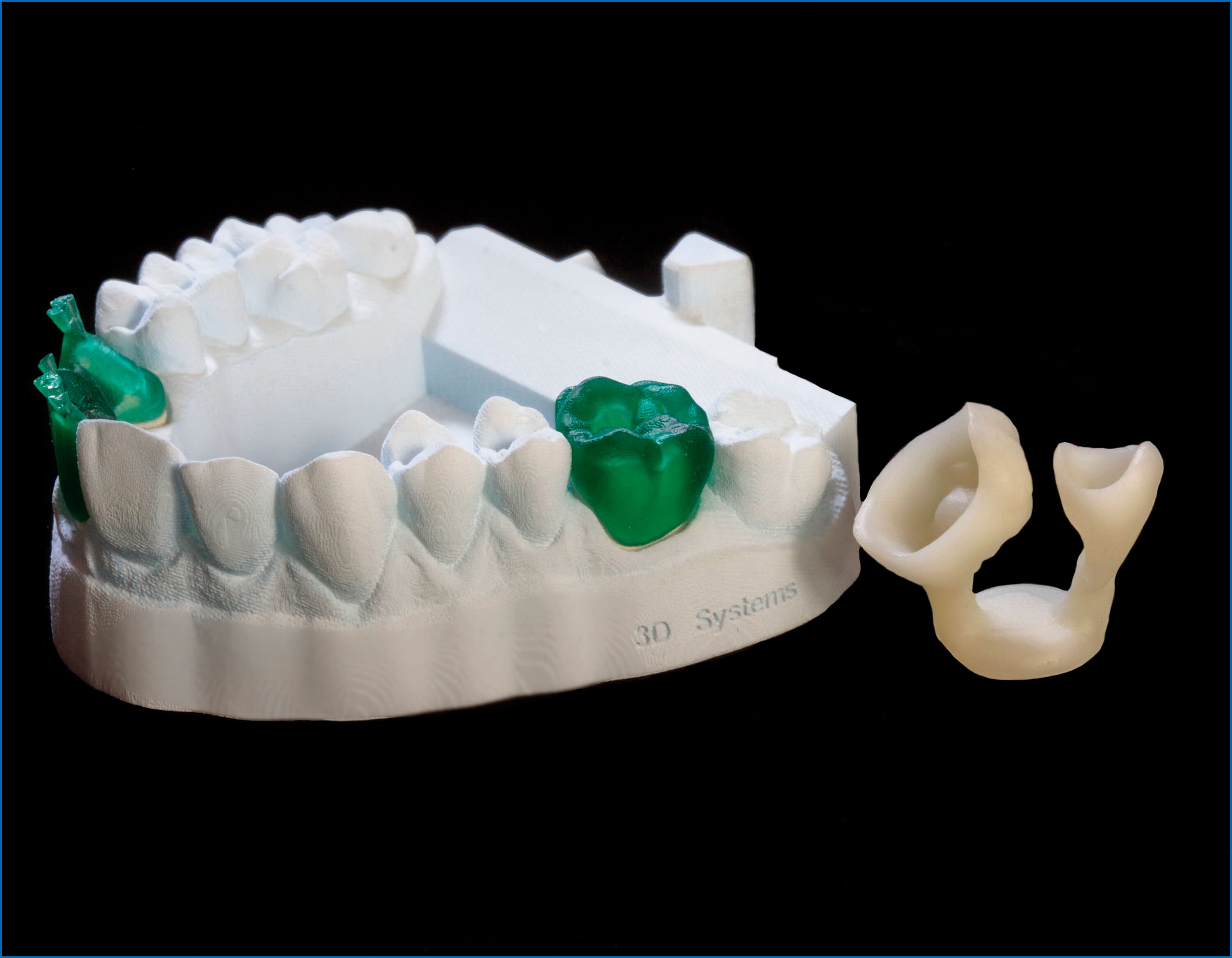
Разборные и неразборные модели
Модель включает детали:
- цоколь или основание. От качества исполнения этого элемента зависит точность всей конструкции в целом, чтобы ее передать в идеальном соответствии с анатомией, нужно тщательное сканирование;
- штампики. Обособленные единицы.

Модель является инструментом, на основе которого собирается реставрационная система.
Вне зависимости от типа, она должна обладать следующими характеристиками:
- прецизионность. Подразумевается высокая точность, в том числе при передаче поверхностей со сложными изгибами, точек пересечения нескольких поверхностей;
- скорость. Методика позволяет упростить ряд этапов, которые необходимы для выпуска гипсовых аналогов;
- функциональность. При использовании полимеров, можно дорабатывать модель через компьютер, внося необходимые изменения, например, для приведения в соответствие определенным имплантационным системам.
Для выпуска используется технология CAD/CAM, для пластика используют устройства для 3D-печати. Подразумевается программное моделирование и автоматизированное производство. Принтер оснащается головкой, эта деталь имеет несколько степеней подвижности и двигается по направляющим. В зависимости от используемой системы, точность конструкции может достигать 25-100 микрон!
Существует два основных метода выпуска:
- сканирование уже готовой гипсовой модели. После сбора данных можно внести необходимые корректировки;
- в лабораторию может быть передан один только файл, уже содержащий отсканированную модель.
Виды моделей
В зависимости от назначения выделяют несколько типов моделей, используемых техниками:
- диагностические. Такие формы нужны, чтобы уточнить диагноз, наглядно представить состояние пациента и особенности строения его челюстей. Это позволит внести корректировки в процесс лечения, если выявлены проблемы, которые ранее были упущены;
- контрольные. Это одна из вариаций первой группы, могут выпускаться до начала лечения, в его процессе или после;
- рабочие. Используется непосредственно для изготовления протезной системы;
- вспомогательные. Представляют собой модель челюсти, которая не нуждается в восстановлении, но позволяет корректировать окклюзионные взаимоотношения.
Конструктивно классификация проводится на 3 группы:
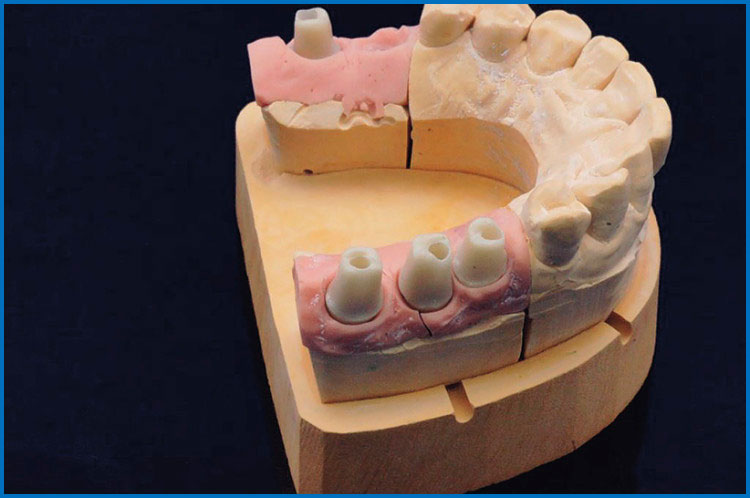
- неразборные - монолитные структуры;
- разборные – конструкция из нескольких сегментов, обычно под каждый зуб. То есть монолитная структура распиливается на отдельные блоки. Есть несколько методов ее создания, в зависимости от выбранной системы реставрации. Преимущество использования пластика в том, что можно создать отдельные блоки без распиливания, что снижает риск появления отклонений.
- огнеупорные. Данный класс для полимеров не подходит, так как материал не способен выдерживать высокие температуры.
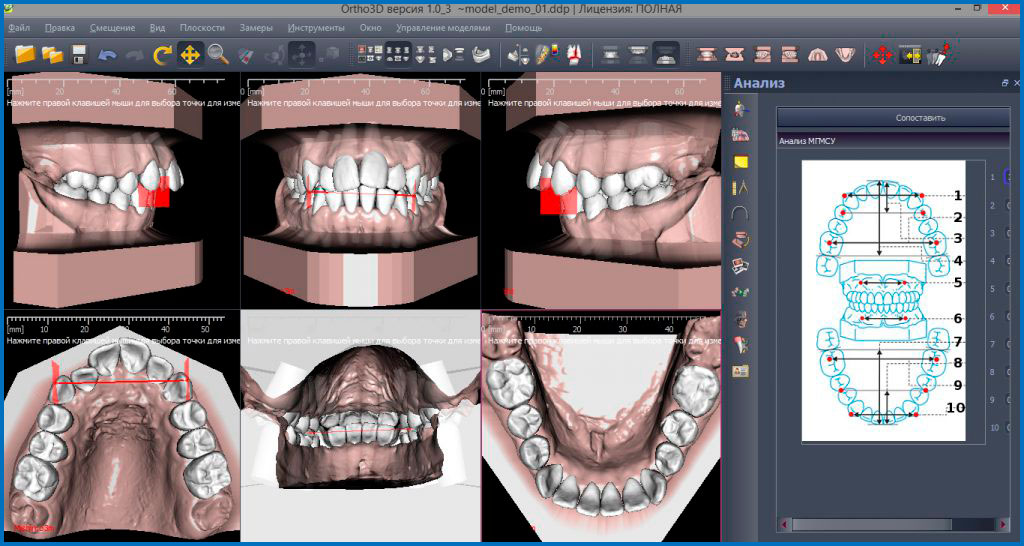
Благодаря диагностической модели специалисты проводят измерения, уточняют диагноз, подбирают или корректируют методику восстановления. Основными требованиями к этому классу конструкций являются: точное отображение альвеолярных отростков, альвеолярного гребня, самих рядов зубов, нёба, бугров на верхней челюсти, всех составляющих мягких тканей, как язык или его уздечка.

Диагностическая модель позволяет выявить:
- форму дуг зубов;
- прикус, его отклонения и специфические особенности;
- степень перекрытия зубных рядов друг другом;
- характеристики окклюзии.
Каждый зуб можно оценить при помощи этой модели, например,
ширину единиц, рядов в целом, наклон и смещение и пр.
Важной ролью диагностической модели является регистрация состояния полости рта до начала реставрации и после.
Рабочая модель
Основная задача рабочей модели – точная передача формы челюстей клиента. На ней должны располагаться зубы, причем, необходимо добиться идеального позиционирования их относительно мягких тканей и остальных единиц полости рта.
Добиться таких параметров можно только если модель обладает:
- монолитной структурой;
- идеально передает протезное поле;
- цоколь имеет строго фиксированную толщину;
- отсутствуют дефекты.
Важно, чтобы все зубы в полости рта сохранились. Если есть
отсутствующие единицы, скорее всего челюсть деформировалась, особенно, если зуб
был удален давно. В этом случае происходят естественные смещения единиц,
приводящие к искривлению дуги. Необходимо более сложное и детальное
восстановление исходной формы, учитывается окклюзия.

Среди недопустимых дефектов поры, полости, переломы и трещины.
Так как нарушается целостность конструкции, это может привести к смещениям на
более поздних этапах работы.
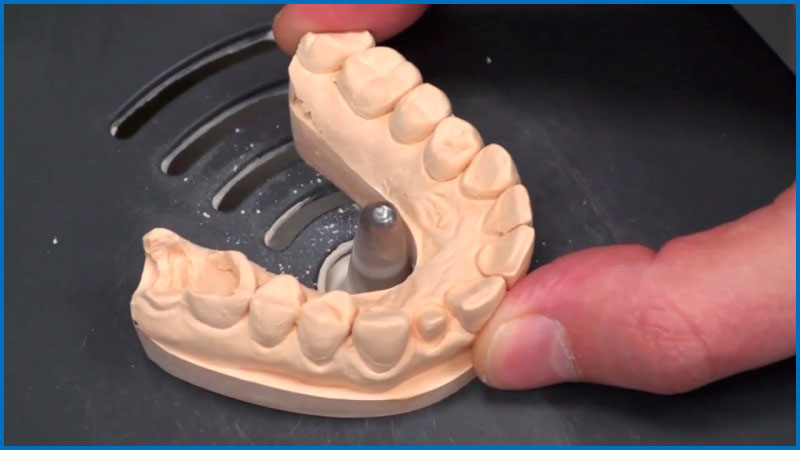
Антагонист
Моделью антагониста называют отпечаток челюсти, противоположный реставрируемой.
То есть, если нижняя челюсть подвергается протезированию, верхняя при этом будет антагонистом.
Эта конструкция нужна не всегда, но при большом количестве отсутствующих единиц поможет правильно позиционировать искусственные единицы. Так будет проще добиться правильной окклюзии и эстетики.

Чтобы выставить модели потребуется артикулятор, с его
помощью проверяются все отношения, окклюзии во всех плоскостях. Если изделия формируются
по методике CAD/CAM, то можно исключить
трудоемкую подгонку и обработку. За счет сканирования и высокоточной
автоматической резки, буквально с первого раза создается идеальное прилегание.
Отличия от гипса
Изготовление гипсовых моделей отличает высокая трудоемкость, необходимо точно отмеренными долями объединить ингредиенты. Уже здесь есть риск ошибок, далее нужно провести смешивание в устройствах (например, на вибростоле).
С учетом вида гипса нужно строго выдержать время смешивания, выставить оптимальную интенсивность, материал должен до этого храниться в идеальных условиях, не должно попадать посторонних включений.

Если хоть в одном пункте допущены ошибки, то могут появиться трещины на модели, вещество будет слишком медленно застывать и т.д.
Полимеры в этом плане проще, так как не столь требовательны
к условиям хранения, проще подготавливаются к обработке и меньше подвержены
дефектам при незначительных отклонениях.
Штампик
Штампик при реставрациях является основой будущего металлического каркаса, он представляет собой отдельные блоки с зубами, расположенными по одному. Чтобы его правильно изготовить, начинать нужно с оттиска. В идеале отпечаток должен точно отображать зубодесневую границу, чтобы она просматривалась невооруженным глазом.
Если кромка передана плохо, то границу препарирования сложно определить.
Эти трудности характерны для работы с гипсом, в итоге
необходимо провести кропотливую работу по сошлифовыванию лишнего материала,
чтобы очертить правильную кромку. При использовании полимеров этой проблемы
нет, так как сканирование позволяет отследить границу без проблем.
Изготовление модели из гипса перед сканированием
Изготовление рабочей модели происходит с использованием направляющих штифтов, они могут иметь различную конфигурацию и устанавливаться различными методами. Фиксируются они на оттиске, после чего его заливают гипсом. Штифты фиксируются соосно с продольной линией зуба, чтобы обозначить его позицию.
При простейшем способе создания моделей, используются:
- ортодонтическая проволока толщиной 0,8-1 мм;
- резинка, подойдет даже обрезок от камеры колеса, имеющий форму шнурка;
- булавки.
Проволока нарезается небольшими кусками, одна сторона
затачивается, чтобы легко погружаться в материал, второй загибается в виде
колечка. Булавка сматывается со штифтом при помощи резинки, после чего
втыкается в оттиск.
Затем форма заливается гипсом (класс IV или V), шейки зубов должны быть скрыты на 2-3 мм. Места, которые должны будут соединиться с основанием конструкции, формируются в виде захватов. Для этого удобно применять гроверные шайбы диаметром 5 мм.
Далее с оттиска удаляются булавки и резинки.
Места вокруг штифтов необходимо обработать маслами или вазелином, так подготавливаются только компоненты, которые должны будут беспрепятственно сниматься.
После этого формируется цоколь модели, путем заливки области гипсом II или III класса.
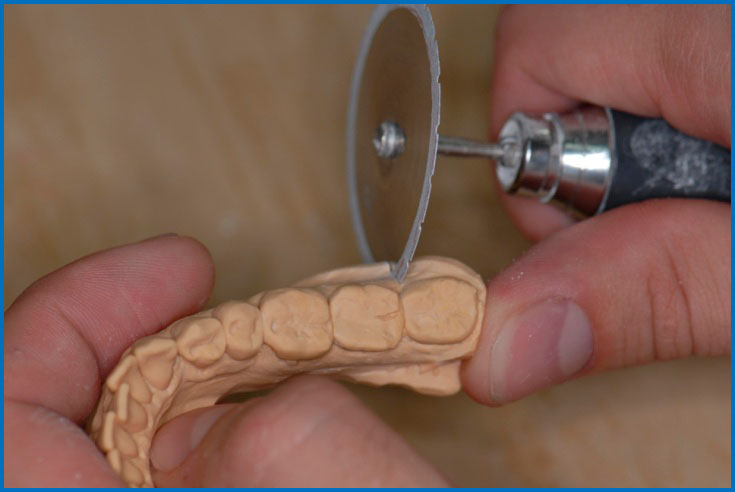
На следующем этапе модель удаляется из оттиска, нужно подрезать края, распилить дуги с единицами на штампики.
Для этой цели подойдет:
- лобзик техника;
- отрезной диск для гипса на основе алмазной крошки.
Штампики вытаскиваются из полученной конструкции вместе со штифтами. Они гравируются до зубодесневой границы, на поверхность наносится компенсационный лак. Первый слой вещества укладывается до самой границы, второй выше ее на 1 мм.
Убедиться в качестве позволяют критерии:
- элементы без штифтов надежно соединены с цоколем;
- уступ оканчивается на уровне зубодесневого кармана/желобка;
- на рабочей поверхности нет выраженных дефектов;
- штампик не люфтит, даже штифт должен занимать строго фиксированное положение и не прокручиваться;
- между штампиком и цоколем нет зазоров.
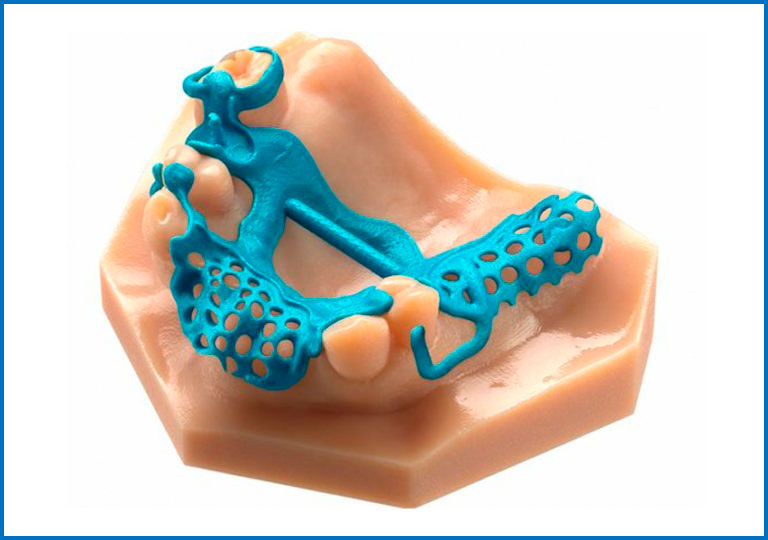
Помимо штифтовой методики, выделяют две технологии:
- пиндекс-система;
- бесштифтовой способ.
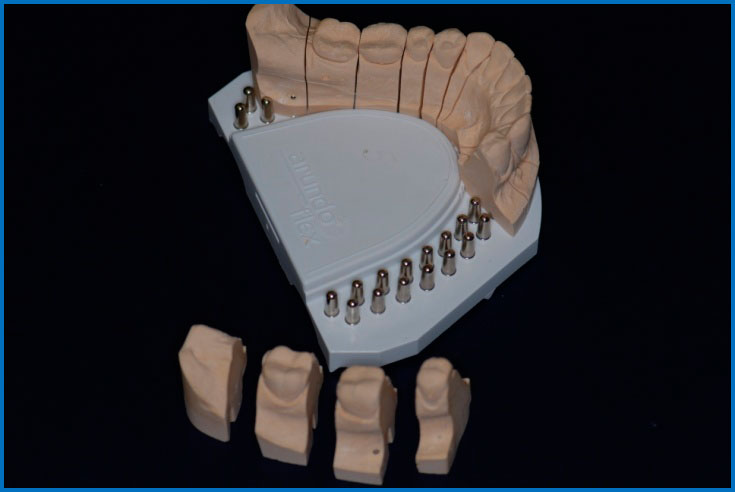
«Пиндекс»
Пиндекс-система подразумевает применение специального прибора, способного осуществлять сверление на определенную глубину строго параллельных цилиндрических отверстий. С его же помощью происходит и разметка, которая гарантирует в этом случае высокую точность.

Так же в этом способе используются втулки, направляющие и
сами штифты. Благодаря этому принципу посадка штампика в цоколь отличает
максимальная прецизионность.
Заливка осуществляется гипсом 4 класса, который
подготавливается в вакуумном смесителе. Оттиск заполняется до размеченных
границ и помещается на вибростол (достаточно буквально 2-3 секунд), это
обеспечивает удаление пузырьков воздуха и более равномерное заполнение объема.
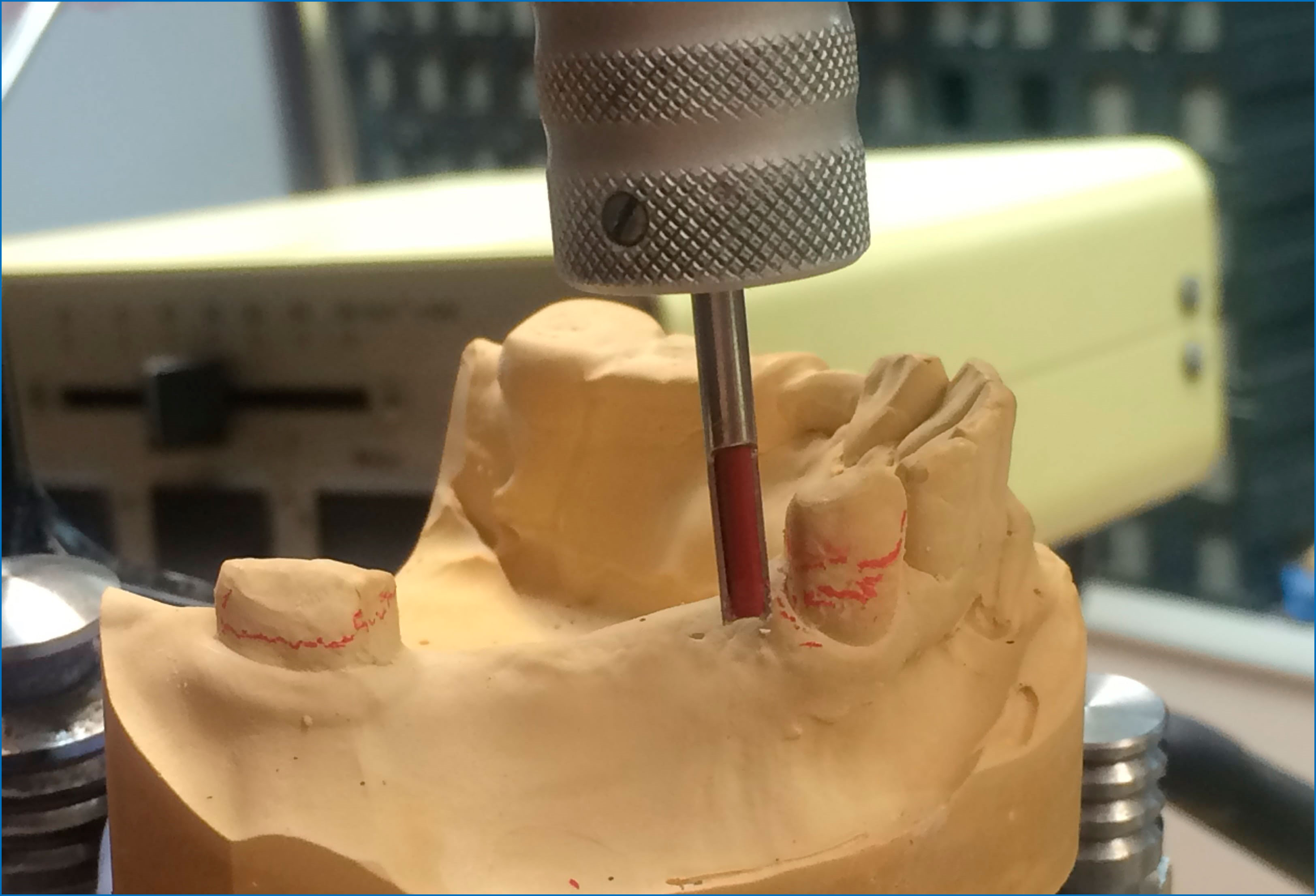
Необходимо дождаться застывания материала, после чего проводится обрезка и шлифовка.
Если триммер, которым производилась обрезка, охлаждается водой, то модель нуждается в просушке.
Далее внутренний контур обрабатывается специальной фрезой.

Подготовка к установке пинов или штифтов проводится с
применением пиндекс-машины. У нее есть лазерный указатель, регулировка глубины
сверления каналов. Подготавливаются отверстия подо все элементы зубных рядов.
Штифты внедряются и устанавливаются на специальный клей.
Чтобы заизолировать компоненты конструкции, нужно использовать масла или специальную жидкость, до заливки цоколя устанавливаются специальные втулки, если они предусмотрены конструкцией.
Цоколь отливается в формообразователе, для этого используется гипс 3-го класса. После схватывания края торцуются на триммере. Затем дуги с зубами снимаются и пилятся на отдельные штампики, важно строго соблюдать параллельность распилов.

Преимущество пиндекс-системы в том, что разборная конструкция позволяет извлекать не только отдельные штампики, но и целые участки из нескольких единиц ряда.
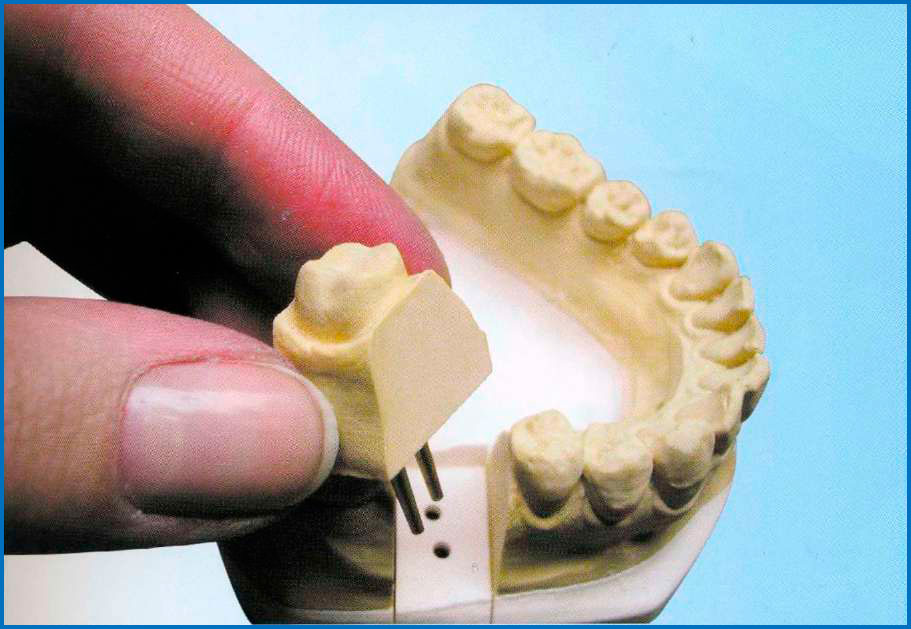
Бесштифтовая методика
В этом случае технику не нужно работать с двумя видами
гипса, что упрощает процесс. Задействуются комплекты форм, которые выпускают
различные компании. В пластиковых основах передается точное положение
компонентов рядов и конструкции, а так же удается максимально надежно
зафиксировать модель в артикуляторе.
Перед заливкой форма подготавливается, для этого ее полость опрыскивается изолирующим спреем.
Гипс 4 класса заливается в нее, а затем в оттиск. Полученные две детали совмещаются и выдерживаются до полного отверждения. Этот метод максимально быстрый и экономичный, так как не нужно работать с триммером.

Далее прорезаются штампики. Без штифтов работать проще и по
той причине, что все сегменты легко ставятся в форму, они пронумерованы (цифры
проставлены на пластиковой основе). В сборе конструкция надежно удерживается за
счет самой формы.
Несколько слов о штифтах
Штифты классифицируются по множеству признаков.
По конструктивным особенностям рабочего участка:
- плоский цоколь. Исключается перекручивание штифтов;
- игольчатый цоколь. В области препарирования единиц обеспечивается надежная фиксация;
- с ретенциями, насечками, канавками. Элементы надежно удерживаются в оттискном составе;
- штекерные. Имеются плоские участки, не позволяющие детали перекручиваться, а так же упрощающие снятие после создания штампика.

По конструктивным особенностям направляющей:
- конус, цилиндр. Простая установка в цоколь и снятие из него;
- одинарная направляющая;
- двойная направляющая;
- с длинной иглой, которая обеспечивает фиксацию.
Любой вариант описанной конструкции можно отсканировать и
перевести в полимерную форму.
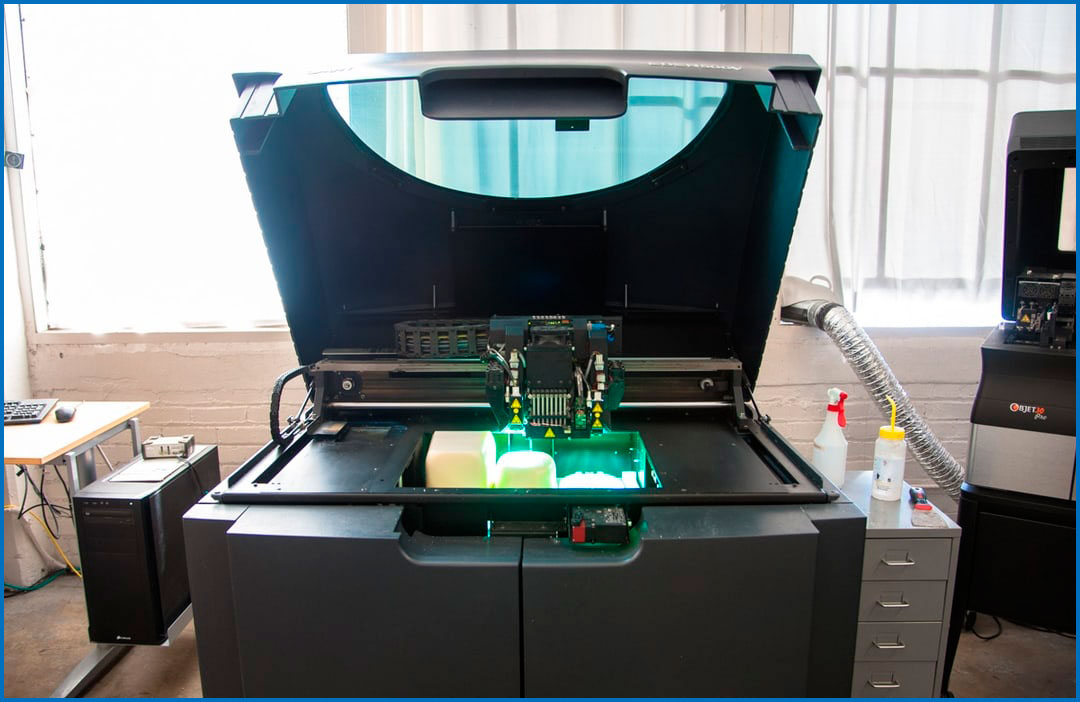
Особенности метода изготовления - 3D печать из пластика на 3D-принтере
Зуботехническая сфера задействует множество фотополимерных смол, чаще всего встречается несколько производителей:
- Formlabs;
- Dental SG;
- NEXTDENT.

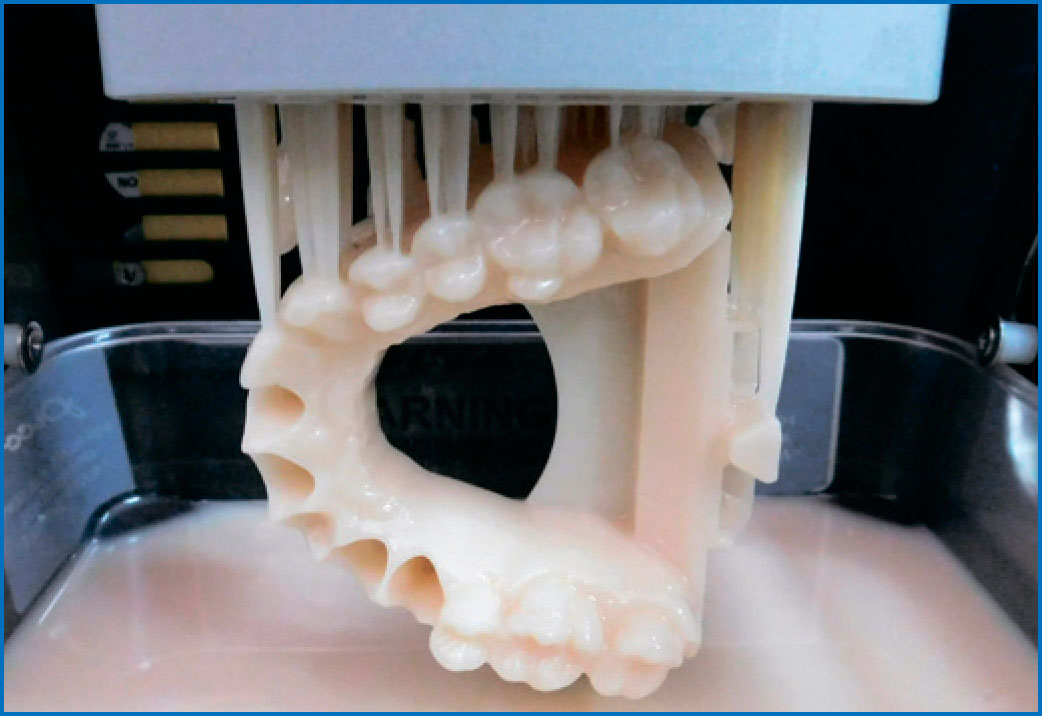
В общем виде технология выглядит следующим образом: на двухмерный слой полимера в жидком состоянии воздействует излучение в ультрафиолетовом спектре или лазер. За счет этого образуется двухмерный слой уплотненного вещества, далее по аналогичному принципу происходит воздействие на второй слои и так до получения трехмерного изделия.

Основных технологий две:
- печать на основе распыления MjM;
- погружной метод SLA.

Смолы этого класса достаточно дорогие, но расход при работе
минимизирован, выход отходов минимален, что делает технологию экономичной. За
счет минимальной толщины каждого слоя удается добиться высокого разрешения.
Полученное изделие устойчиво к солнечному свету, непроницаемо для влаги.
Поверхность идеально гладкая, потому не требуется финишная обработка.
Фактически, 3D-печать
является противоположностью субтрактивного производства, при котором удаляется
лишний материал с заготовки (фрезерование, токарная обработка). Метод входит в
группу аддитивного производства. Принципиальное отличие в том, что нужно не
убирать значительную часть заготовки, а добавлять недостающие части, путем их
послойного нанесения.
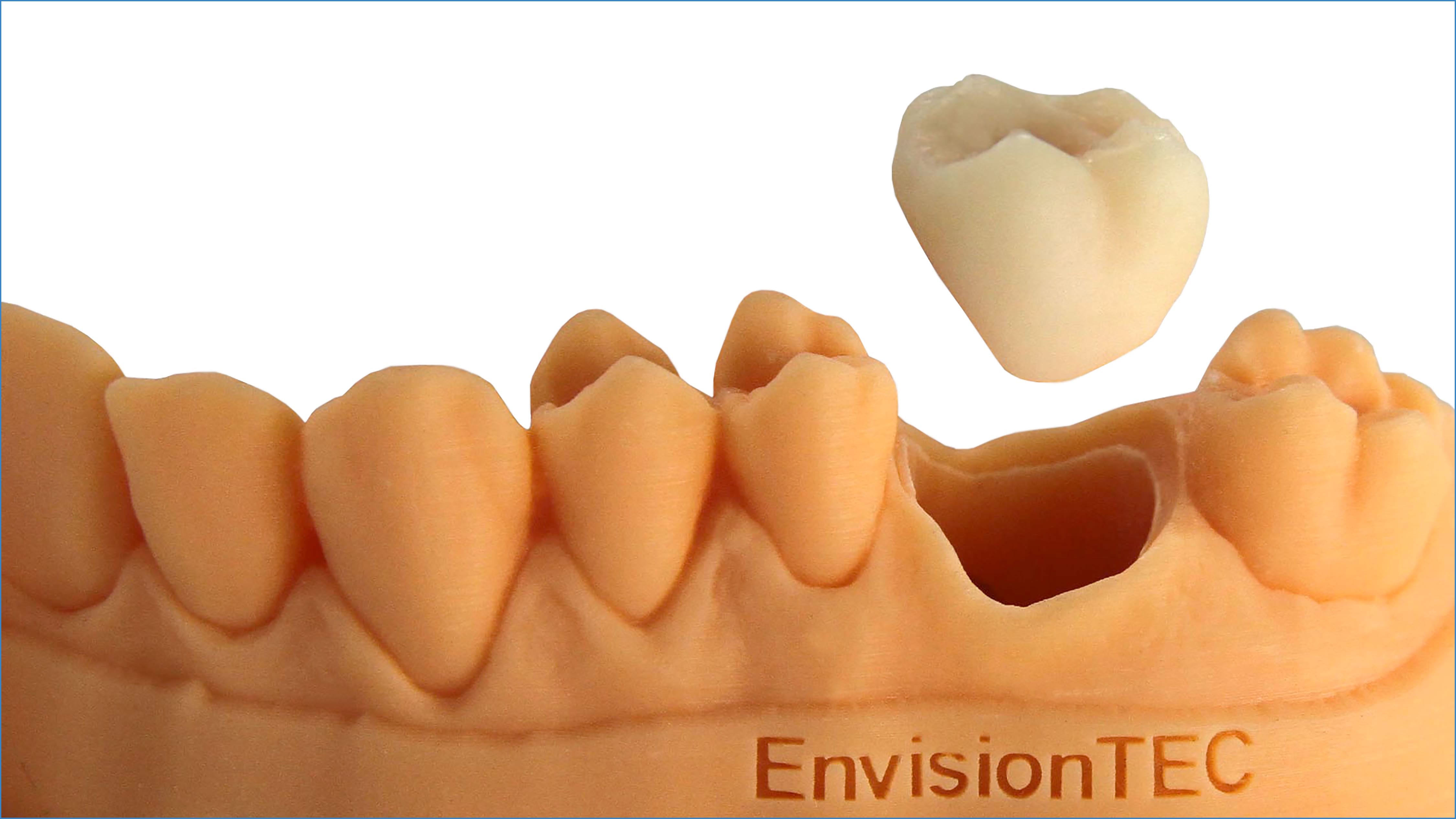
Таким образом удается получить широкий спектр вспомогательных конструкций для стоматологической сферы деятельности. Чаще всего производятся именно модели или хирургические шаблоны, позволяющие проводить высокоточную имплантацию.
Отличия технологий
При распылении, жидкий полимер подается в рабочую камеру и покрывает платформу. Затем его облучает головка со встроенным источником излучения, образуя твердую поверхность. Сверху снова распыляется вещество ровным слоем, операция повторяется.
Погружной метод состоит в том, что платформа подвижна.
Площадка между операциями фотополимеризации погружается в жидкий пластик,
поднимаясь она сохраняет на поверхности тонкий слой материала, на который уже
воздействует свет.
Существует альтернатива погружной методике – при этом
платформа поднимается вверх. За счет этого упрощается целый цикл – погружение и
возвращение в исходное положение. Таким образом повышается скорость создания
конструкций.
Сканирование
Этот процесс заслуживает отдельного внимания, наибольшее распространение получили два способа:
- использование стационарного сканера с платформой;
- внутриротовое сканирование.

Первый метод подходит при создании компьютерной модели с
готового слепка. На платформу устанавливается изделие, затем она начинает
вращаться и происходит сбор данных за счет интегрированной камеры. Оптических
устройств может быть несколько, они так же могут быть подвижными. Чтобы
исключить погрешности, например, за счет засветки некоторых зон изделия,
сканирование проводится в закрытых емкостях.
Часто поверхности обрабатываются специальным спреем, который исключает блики на поверхности. Фактически, это мелкодисперсный порошок, который равномерным слоем покрывает заготовку и делает ее однотонной по всей поверхности, включая труднодоступные участки. После завершения процесса он легко удаляется.
Сканирование необходимо и для ряда других операций, например, проводится при имплантации. В этом случае используются скан-боди, чтобы обозначить места будущих искусственных единиц.
Внутриротовой сканер компактнее, фактически это прибор, размером и формой напоминающий пульт от телевизора.
Сбор данных происходит при непосредственном общении с клиентом. Оптическое устройство закреплено на этом «пульте», для сканирования нужно «рассмотреть» все изгибы прямо в ротовой полости.

Внутриротовой метод не так удобен по той причине, что нужно контактировать с человеком, это вызывает неудобства для обеих сторон. Плюс ко всему, такой сканер больше склонен к погрешностям. Использовать спрей в этом случае не удастся, а блики могут вызвать серьезные искажения.
Чтобы их
устранить может потребоваться промежуточная примерка, коррекция, что
увеличивает продолжительность работы.




